
 内容编辑
内容编辑
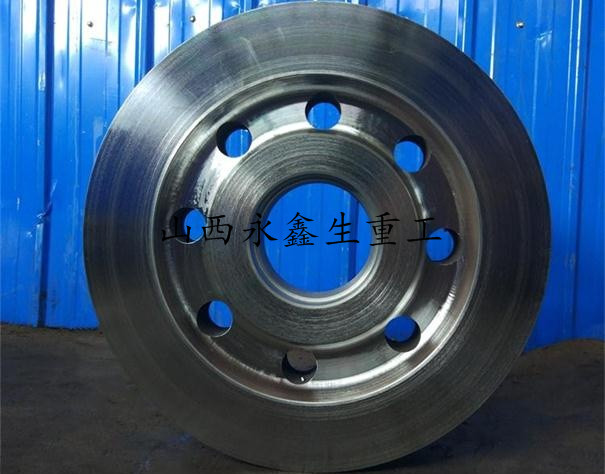
车轮锻件成品的检验按JB/T8421的规定执行。车轮锻件用钢的化学成分分析按规定执行。
力学性能试验:拉伸试验方法按GB/T228的规定执行;冲击试验方法按GB/T229的规定执行;硬度试验方法按GB/T231的规定执行。
如果车轮锻件拉伸试验用试样的断面上有裂纹、非金属夹杂物和其他缺陷时,车轮锻件应低倍检查和超声波探伤。超声波探伤时,应明确探伤部位、范围、深度、探伤方法及验收条件。试验方法可参考JB/T8467的规定。
白点检验可在专门切下的试片上进行,也可在车轮锻件本体上用能保证检验可靠性的任一方法进行。
除上述试验项目外,如果需方要求进行下列项目试验,应在订货时与制造厂协商,任何这样的协议应包括试验程序的细节。
下列项目检验时,各项检验均应明确取样位置和验收等级。检验方法如下:低倍组织检验方法和评定按GB/T226及GB/T1979的规定执行;断口检验方法和评定按GB/T1814及GB/T2971的规定执行;硫印检验方法按GB/T4236的规定执行;显微组织检验方法和评定按GB/T13298及GB/T13299的规定执行;晶粒度测定方法按YB/T5148的规定执行;非金属夹杂物的评定方法按GB/T10561的规定执行。取样位置、取样数量和试样制备,车轮锻件上试块的留放位置按图样的要求决定。若图样未注明要求时,可由制造厂决定,但必须保证能代表车轮锻件的力学性能。需方要求留放复试试块时,其试块的留放位置按协议进行。车轮锻件不便留放试块时,可以破坏车轮锻件取样,这时制造厂应增加试验用的车轮锻件数量。其他特殊情况,由制造厂与用户具体议定。取样位置按JB/T8421的规定执行。
试样的切取方向按图样的要求决定,若图样未注明要求时,可由制造厂自行选择(纵向、横向或切向)。
取样数量可从每个试块中切取拉伸试样1个,冲击试样2个。需方根据车轮锻件的使用条件,也可增加试样数量,但应在合同或图样中明确规定。切取后的试样不得作任何影响力学性能的热处理。
复试,若由于试验设备故障,或试样制备不正确,以及与材料无关的伤痕,致使某一试样的性能值未能满足规定的要求,则该试验废弃,可在车轮锻件中该试样的相邻位置重新取样试验。
拉伸试验时,若试样在标距外或在标距中心到标距点的距离的1/2以外处断裂,且试验结果又不符合规定要求时,则该试样无效,可在车轮锻件中该试样的相邻位置重新取样试验。
若试样不是由于车轮锻件中白点或裂纹等原因,而未能满足规定的要求,则车轮锻件可不经重新热处理,在该试样的相邻位置取双倍试样复试,此两试样均应满足规定的要求。

若车轮锻件的强度性能指标较高,但塑性、韧性指标未能满足规定的要求时,可对车轮锻件进行补充回火,补充回火的次数不作限制。回火后按原规定进行试验。若车轮锻件的力学性能试验结果未能符合规定的要求,制造厂可对车轮锻件进行重新热处理,按原规定进行试验。未经需方许可,重新热处理次数不得超过2次。
验收规则,车轮锻件成品的检验和验收由制造厂的技术检验部门执行。车轮锻件除全部进行外观检查外,还要根据它所属的试验级别规定的试验项目和合同上指定的试验项目进行试验。必要时,需方可以进行复验。
在验收过程中,需方可以派员进行验收核定,制造厂应为此提供方便条件。但需方验收人员不得妨碍制造厂的生产和验收程序的正常进行。
当制造厂缺乏试验条件时,它有责任委托适当的单位进行试验,如果由需方进行试验,必要时,制造厂可以进行复验。



